FREE 1 to 3-Day Delivery on Orders $119+ Details
FREE 1 to 3-Day Delivery on Orders $119+ Details
Best Sellers













How to Install Roush Phase 1 to Phase 3 Supercharger Upgrade Kit on your Mustang
Installation Time
1 days
Tools Required
- 15/16” Crows Foot
- Torque Wrench
- Ratchet
- Extension
- 10mm Socket
- Zip Ties
- 15mm Wrench
- Trim Tool
- Drill
- 1/8” Drill Bit
- 9/32” Drill Bit
- ¼” Socket
- 14mm Wrench

Shop Parts in this Guide

Before installing your ROUSH Performance Product(s), read through the entire installation procedure and check to make sure all items are present. Contact ROUSH Customer Service at 1-800-59-ROUSH, weekdays from 9:00 AM to 5:00 PM EST, with any questions regarding fit, missing parts or instructions that are unclear to you.
PACKING LIST FOR FUEL SYSTEM UPGRADE
| Description | Part Number | Qty |
|---|---|---|
| Roush FPVR | 1313-9D370-AA | 1 |
| Intermediate Harness (FPVR to JUMPER) | 1313-9A400-AA | 1 |
| Jumper Harness (FPDM TO INT HARNESS) | 1313-9A340-AA | 1 |
| Mini Fuse - 30 Amp | MIN-30 | 1 |
| Pressure Switch | 0114 | 1 |
| 1/8" NPT Tee Fitting | 440102-131280 | 1 |
| Screws, Self Tapping | R07030003-13-AA | 4 |
| Installation Instructions | 1313-FPVRKITIM-AA | 1 |
LIMIT OF LIABILITY STATEMENT
The information contained in this publication was accurate and in effect at the time the publication was approved for printing and is subject to change without notice or liability. ROUSH Performance Products (RPP) reserves the right to revise the information presented herein or to discontinue the production of parts described at any time.
SAFETY REQUIREMENTS
STOP! READ IMPORTANT SAFETY CAUTIONS AND WARNINGS BEFORE PROCEEDING.
IMPORTANT SAFETY NOTICE
Appropriate disassembly, assembly methods and procedures are essential to ensure the personal safety of the individual performing the kit installation. Improper installation due to the failure to correctly follow these instructions could cause personal injury or death. Read each step of the installation manual carefully before starting the actual installation.
1. Always wear safety glasses for eye protection.
2. Place ignition switch in the OFF position.
3. Always apply the parking brake when working on a vehicle.
4. Chock the front and rear tires to prevent unexpected vehicle movement.
5. If working without a lift, always consult vehicle manual for correct lifting specifications.
6. Operate the engine only in well-ventilated areas to avoid exposure to carbon monoxide.
7. Do not smoke or use flammable items near or around the fuel system.
8. Use chemicals and cleaners in well-ventilated areas.
9. Batteries produce explosive gases, which can cause personal injury. Therefore, do not allow flames, sparks or flammable substances to come near the battery.
10. Keeps hands and any other objects away from the radiator fan blades.
11. Keep yourself and your clothing away from moving parts when the engine is running.
12. Do not wear loose clothing or jewelry that can get caught in rotating parts or scratch surface finishes.
13. Allow the engine, cooling system, brakes and exhaust to cool before working on a vehicle.
WORK SAFELY!
Perform this installation on a good clean level surface for maximum safety and with the engine turned off.
SECTION A – DISASSEMBLY
The following section will guide you through the preparation for the installation of your ROUSH Fuel System Upgrade Kit.
1. Disconnect the negative battery terminal.
2. Access the rear cargo area. Remove the spare tire access panel.

3. Remove the four (4) trim panel retainers.
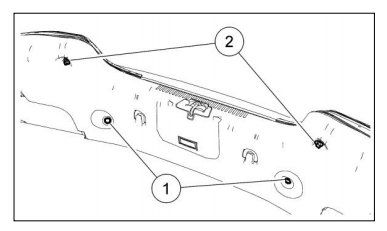
4. Remove the trim panel by lifting up. Push the trim panel forward to access the luggage compartment lamp. Disconnect the luggage compartment lamp. Remove the panel from the vehicle.
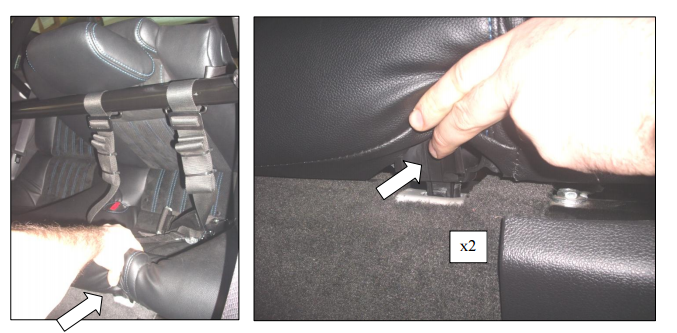
5. Access the vehicle rear seats. Locate the rear seat-bottom removal tab illustrated below (there are two (2) tabs, one on the passenger side, and one on the driver side). Remove the rear seat bottom by pushing on each plastic tab and pulling the seat-bottom upward and out.
6. Remove the driver side door sill panel by pulling upward around the outside edges of the trim panel. Use caution if the vehicle is equipped with illuminated sill plates as to not damage the wiring during removal. Once the trim panel is loose, disconnect the electrical connector, if equipped.

7. Unfasten, but do not remove, the driver side rear quarter trim panel. Locate and remove the trim pin fastening the panel. Grasp and pull the quarter trim panel outward to unfasten it from the driver door opening.

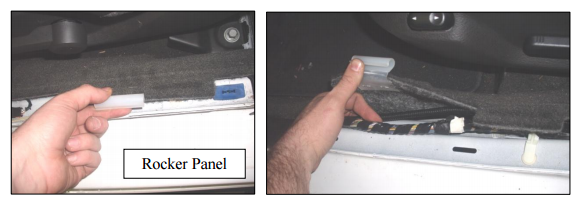
8. Using a suitable tool, remove the driver side kick panel trim retainer. Remove the kick panel by pulling outward, toward the rear of the vehicle.

9. Un-clip the plastic carpet retainers from the driver side rocker panel to expose the vehicle wiring.
If installing the Roush Fuel System Upgrade Kit during the installation of a Roush Supercharger Kit equipped with a Boost Gauge or the vehicle is equipped with an existing Boost Gauge, continue with step 10a. If installing on a vehicle without a Boost Gauge continue with step 10b.
Vehicles with Boost Gauge-
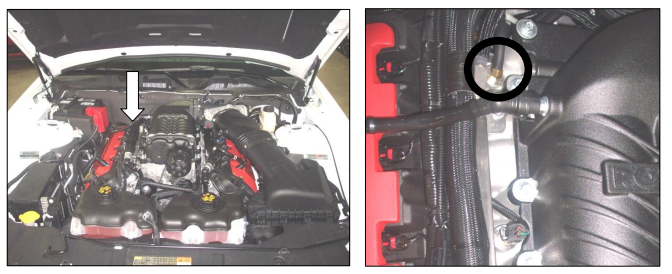
10.a. Remove the boost gauge line from the boost gauge fitting located under the hood to the passenger side, rear of the supercharger. Using a 14mm wrench, remove the fitting from the intake manifold port on the passenger side of the vehicle, at the rear of the engine. Save the fitting for later use.
11.a. Route the boost gauge line back through the fire wall and into the passenger compartment.
Vehicles without Boost Gauge-
10. b. Using a 3/16” Hex Bit, remove and discard the threaded plug from the passenger side of the intake manifold.

SECTION B –INSTALLATION
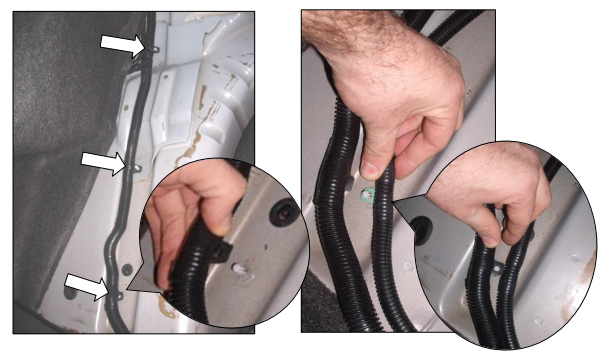
1. Access the rear cargo area. Remove the factory harness, located on the driver side, from the three (3) stud locations shown below. Using the attached stud locators, install the intermediate harness (1313-9A400) into the vehicle. Orientate the harness so the ground is nearest the trunk. Position the factory harness stud locators over the Roush harness locators as shown.
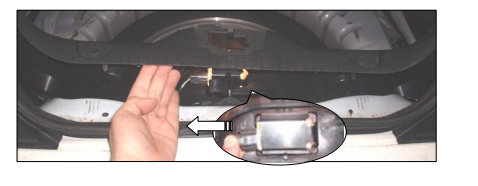
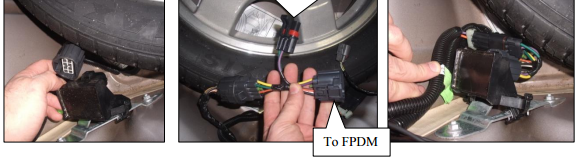
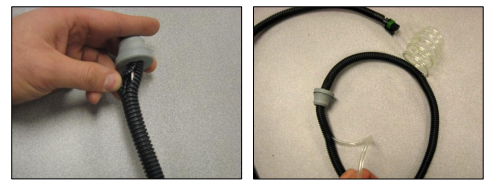
2. Locate the Fuel Pump Driver Module (FPDM) near the spare tire in the rear cargo area. Disconnect the FPDM connector. Install the Jumper Harness (1313-9A340) between the disconnected connector and module. Connect the intermediate harness installed in the previous step to the jumper harness at this time. Route the harness clear of any obstructions.
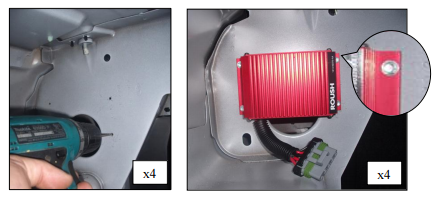
3. From the rear cargo area, pull back the driver side vehicle carpet to access the sheet metal above the driver side wheel well. Using the FPVR (1313-9D370) as a template, position the FPVR in the area illustrated below. Mark the four (4) mounting locations.

4. With a 1/8” drill bit, drill four (4) pilot holes in the locations marked in step 3. Using a ¼” socket, install the FPVR using the four (4) supplied screws (R07030003-13-AA).
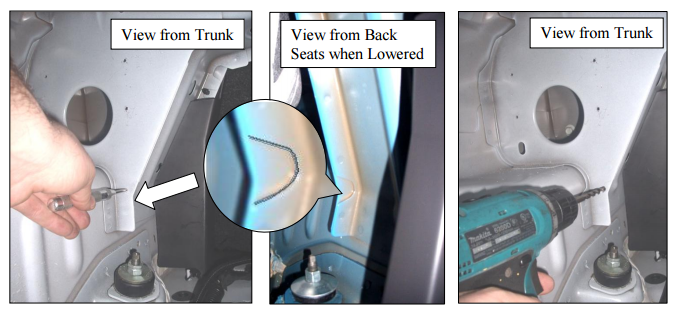
5. Just above the driver side wheel well, along the pinch-weld, locate the area where the sheet metal forms the shape illustrated below. Mark the approximate center of the area. Using a 1/8” drill bit, drill a pilot hole at the mark. Open the hole with a 9/32” drill bit. Using a commercially available clear coat, apply clear coat to the exposed metal.
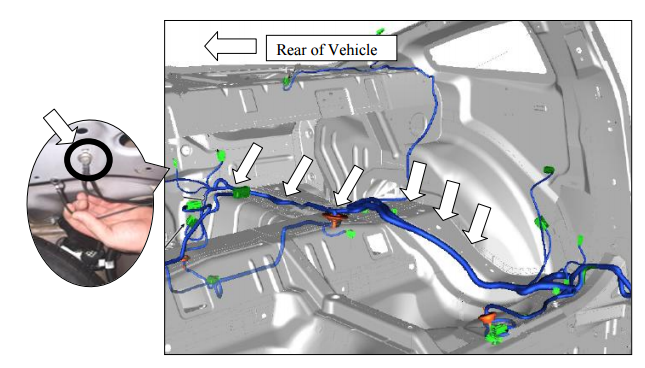
6. Route the 5 pin intermediate harness under the vehicle harness and up to the Roush FPVR. Connect the intermediate harness connector to the Roush FPVR. Install the push pin into the hole drilled in step 5.

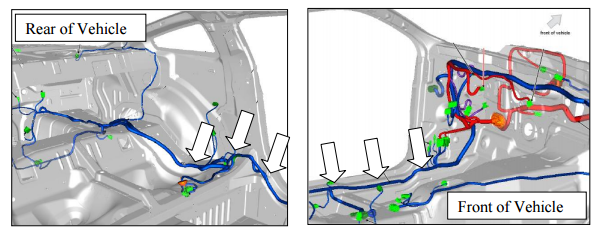
7. Continue routing the intermediate harness along the vehicle harness identified below with arrows. Using a 10mm socket, remove the ground fastener illustrated below and attach the ground terminal from the intermediate harness along with the existing grounds. Reinstall the fastener and torque to 3 Nm.
8. Continue routing the intermediate harness toward the front of the car, zip tying the harness in several locations. Route the harness from the rear seat area, continuing under the rear quarter trim panel loosened in step 7 of section A. Continue routing under the vehicle carpet at the driver side rocker panel, following the factory wiring toward the front of the vehicle.
If installing the Roush Fuel System Upgrade Kit during the installation of a Roush Supercharger Kit equipped with a boost gauge or the vehicle is equipped with an existing boost gauge, continue with step 9a. If installing on a vehicle without a boost gauge continue with step 9b.
Vehicles with Boost Gauge-
9.a. Remove the firewall grommet from the boost gauge line routed into the passenger compartment in step 11.a of section a. Route the boost gauge line into the intermediate harness, through the firewall grommet.
10.a. Continue routing the intermediate wire harness along the driver side foot well, through the firewall pass-through, and into the engine bay. Seat the grommet into the open port on the fire-wall.
11.a. Apply commercially available Teflon tape or thread sealant to the 1/8” NPT fitting (440102-131280) male thread portion, the boost switch (0114) threads, and the boost gauge fitting removed in step 10.a. Using a 15mm wrench and a 15/16” wrench, install the pressure switch into the 1/8” NPT fitting. Torque to 10 Nm.
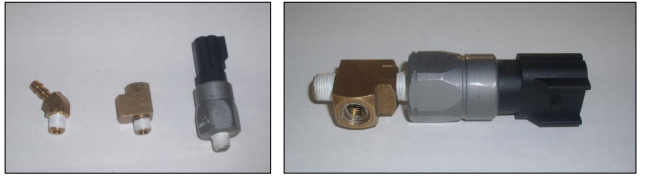
12.a. Install the switch and fitting into the port where the boost gauge fitting was removed in step 10.a. Torque the fitting to 12 Nm. Orientate the fitting so the open port is pointing toward the left-rear of the vehicle.
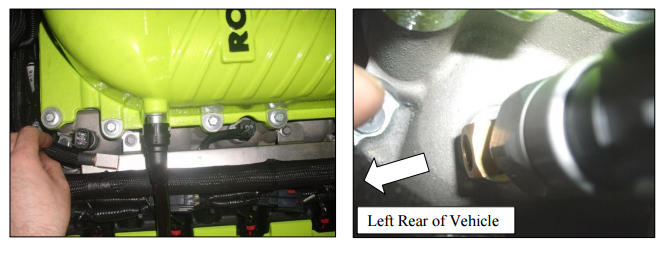
13.a. Install the boost gauge fitting into the port facing the left rear of the vehicle. Tighten the fitting to 10 Nm. Position the fitting so it is pointing downward and toward the left rear of the vehicle. Install the boost gauge line removed in step 10.a onto the boost gauge fitting. Route the boost gauge line so it is clear of moving and/or hot engine components.

Vehicles without Boost Gauge-
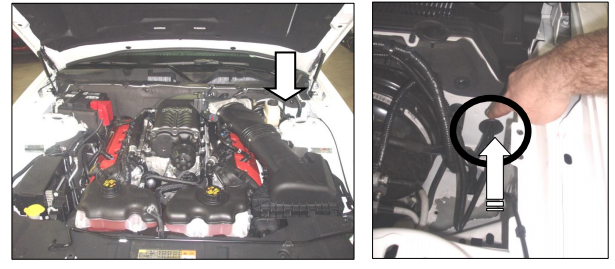
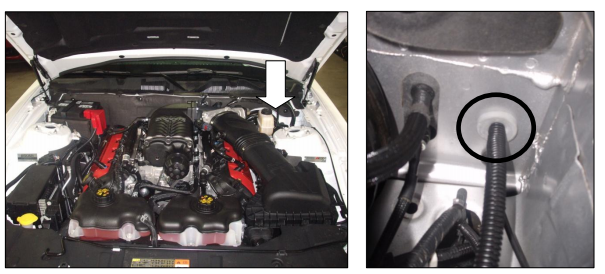
9.b. Access the engine bay and remove the firewall plug nearest the driver side fender, near the brake booster. Route the intermediate harness from the passenger compartment driver side foot well area, up to the fire-wall.

10.b. Pass the intermediate harness through the firewall and into the engine bay. Seat the grommet into the open port on the fire-wall.

11.b. Apply Teflon tape or thread sealant to the pressure switch (0114).
Using a 15/16” crows-foot, install the switch into the empty port where the threaded plug was removed in step 21. Torque the switch to 12 Nm.
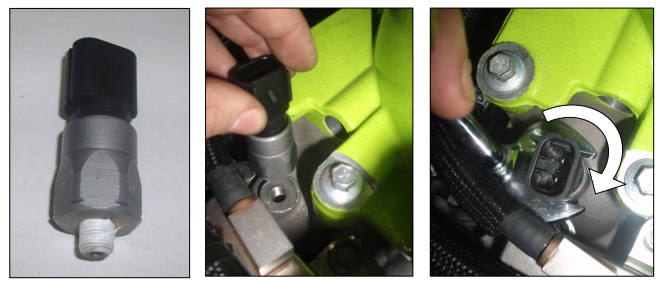
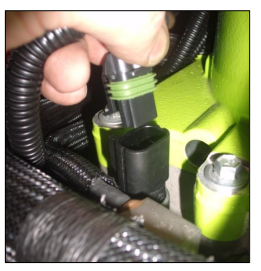
12.b. Following factory wiring, route the harness along the back of the engine to the passenger rear side of the intake manifold. Plug the connector into the switch installed in the previous step.
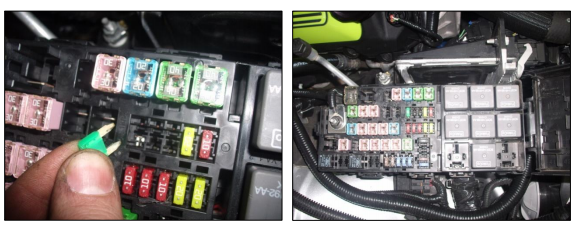
SECTION C: FUSE INSTALLTION
To complete the installation of the ROUSH Fuel System Upgrade you will need to replace the existing fuel pump fuse.
1. Access the battery junction box (fuse box) located on the passenger side of the vehicle, under the hood.

2. Open the cover to the battery junction box (fuse box) to access the fuses. Remove and discard the 15 amp or 20 amp fuse (depending on model year) in location F13.
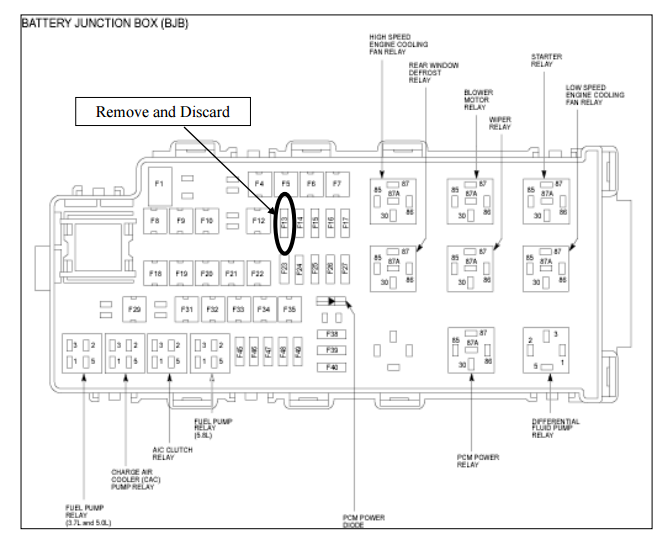
3. Install the included 30 amp Mini Fuse (mini30) into the F13 fuse location.
4. To reassemble and complete the installation, reverse the disassembly procedure.
WARRANTY
All retail parts carry a 90-day warranty from the date of purchase. This warranty covers defects in materials or workmanship, and does not include (i) normal wear and tear, environmental conditions, improper installation; (ii) road hazards, misuse, abuse, neglect, accidents, collision, fire, theft, freezing, vandalism, riot, explosion, or objects striking the vehicle; (iii) misusing the vehicle, such as driving over curbs, overloading, racing, or using the vehicle as a stationary power source; (iv) altering, disassembling or modifying the parts; (v) defects caused or induced by failures, breakdowns, or damage by other parts, components or the vehicle; (vi) subjecting the parts to excessive moisture or water or any motor vehicle fluids (e.g.: oil, anti-freeze, battery acid, brake fluid, etc.); (vii) acts of God, natural disasters and other similar causes beyond the reasonable control of ROUSH; or (viii) application of chemicals that affect the parts. This Limited Warranty does not cover surface deterioration of paint, trim, and appearance items that result from use and/or exposure to the elements, such as stone chips, scratches, bird droppings, lightning, hail, windstorm, dings, dents, earthquake, road salt, tree sap, water or flood.
ROUSH SHALL NOT BE LIABLE TO REIMBURSE CUSTOMER/DEALER FOR INCIDENTAL OR CONSEQUENTIAL DAMAGES RESULTING FROM THE INSTALLATION OR USE OF ANY PRODUCT SOLD THROUGH THIS CATALOG OR ARISING OUT OF ANY BREACH OF WARRANTY. EXCEPT AS MAY BE STATED IN THIS CATALOG, ROUSH DISCLAIMS ALL EXPRESS AND IMPLIED WARRANTIES, INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS FOR A PARTICULAR PURPOSE. IN NO EVENT SHALL ROUSH’S LIABILITY EXCEED THE PRICE PAID BY CUSTOMER/DEALER FOR PRODUCTS SOLD REGARDLESS IF ROUSH HAS BEEN ADVISED IN ADVANCE OF ANY POTENTIAL PROBLEM OR IF A CLAIM IS BASED ON CONTRACT, TORT, STRICT LIABILITY, PRODUCT LIABILITY OR OTHERWISE. SOME STATES DO NOT ALLOW THE EXCLUSION OR LIMITATION OF IMPLIED WARRANTIES OR THEIR DURATION, OR LIABILITY FOR INCIDENTAL OR CONSEQUENTIAL DAMAGES, SO THE ABOVE EXCLUSIONS OR LIMITATIONS MAY NOT APPLY.